





















熱風(fēng)回流焊是當(dāng)今業(yè)界的主流,其基本原理是馬達(dá)帶動(dòng)風(fēng)扇(Blower) 吹風(fēng),經(jīng)過加熱絲(Heater) 變成 熱風(fēng),熱風(fēng)吹到PCB 表面,加熱元件、焊錫與PCB, 最終達(dá)成焊錫熔化焊接的目的,圖4.6.2-1熱風(fēng)回流焊加 熱基本原理。Reflow設(shè)備在爐膛內(nèi)出風(fēng)口安裝熱電偶,圖4.6.2-2回流爐內(nèi)熱風(fēng)出口的熱電偶。
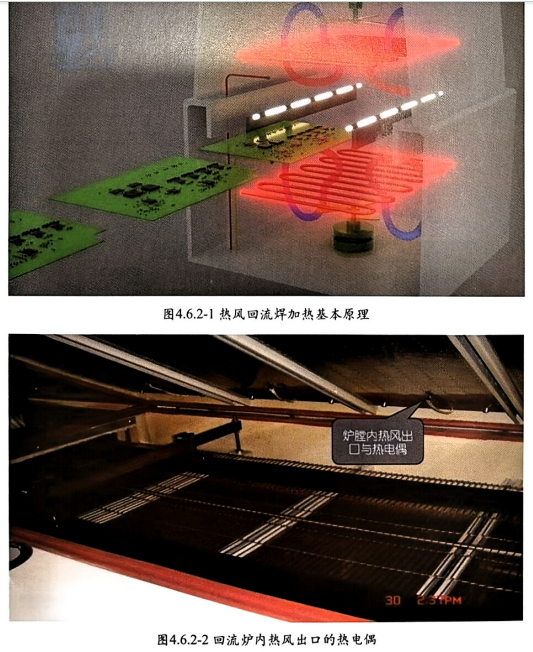
熱電偶實(shí)時(shí)感測熱風(fēng)溫度并將實(shí)際值反饋給主控電腦,主控電腦控制電源,加大或縮小加熱絲功率,以此獲得設(shè)定的熱風(fēng)溫度。如設(shè)定值為180℃,熱電偶與主控電腦配合形成閉環(huán),控制吹到爐膛內(nèi)的風(fēng)溫度為180+1℃。從這里我們 可以看到,每個(gè)加熱區(qū)包含上下兩組 Blower&Heater, 加熱絲溫度是獨(dú)立控制的。10區(qū)的爐子意味著有10對(duì) Blower&Heater, 也就是20組 Blower&Heater。行業(yè)通用說法,回流爐溫區(qū)數(shù)量不包含冷卻區(qū)。一臺(tái)回流焊設(shè)備, 10對(duì)加熱區(qū),4個(gè)冷卻區(qū),稱謂10區(qū)的爐子,“13區(qū)的爐子”意味著有13對(duì)加熱區(qū),而不是10對(duì)加熱區(qū)和3 個(gè)冷卻區(qū)。回流爐軌道位于每對(duì)加熱區(qū)的中間,當(dāng)板子帶著元件、錫膏經(jīng)過時(shí),上下熱風(fēng)吹到板面進(jìn)行熱交換加 熱,經(jīng)過熱交換的熱風(fēng)溫度降低,通過回風(fēng)口回收后再次被Blower 送到加熱絲加熱到設(shè)定溫度,吹入爐膛繼續(xù) 做工,圖4.6.2-3回流焊回風(fēng)口。如此反復(fù)持續(xù)不斷的工作,就是我們?nèi)粘R姷交亓骱附釉O(shè)備。圖4.6.2-4回流 焊溫度設(shè)置,顯示了典型的無鉛SAC305 焊錫常用的溫度設(shè)置及實(shí)際測試所得溫度曲線。