





















PCBA焊接制程中,焊錫膏是錫粉顆粒與助焊膏的混合物,圖4.6.3-1焊錫膏的組成。
錫膏中的助焊劑有八大功能:
1.保護錫粉不被氧化
2.錫膏的粘度-流變性調(diào)整,適合印刷作業(yè)、沾取作業(yè)(PoP錫膏)、噴印作業(yè)(點錫、噴印)
3.抗垂流性-保持錫膏的成型形狀
4.臨時固定元件的能力-粘著力
5.去除氧化層-錫膏中的活性劑
6.防止再氧化-添加劑
7.協(xié)助傳遞熱量-稀釋劑等
8.降低液態(tài)焊錫的表面張力
錫粉顆粒被助焊劑保護,當(dāng)助焊劑活性不足時,暴露于高溫環(huán)境的錫粉顆粒會氧化,影響焊接過程的推進進 而導(dǎo)致焊接不良的產(chǎn)生。

PCBA 焊接制程中,PCB 焊盤、元件端電極鍍層、元器件金屬延伸腳、焊接端子、BGA 錫球等在高溫環(huán)境 中均會出現(xiàn)氧化,不利于焊接潤濕的發(fā)生。為降低焊接界面材料及焊料的氧化機率,使用惰性氣體防護成為工藝 的選擇方案。在Reflow內(nèi)設(shè)置管道及控制系統(tǒng),將氮氣供給到 Blower 內(nèi)經(jīng)過加熱絲加熱再送到爐膛內(nèi),此時爐 膛內(nèi)吹出的就是被加熱后的高溫氮氣,氮氣的惰性特征可以保護焊錫、PCB、 元件焊接端子不被氧化,有利于焊 接潤濕的發(fā)生。此種設(shè)備被稱作氮氣回流焊爐,簡稱氮氣爐。氮氣爐又分為兩類,全程充氮與局部充氮。全程充 氮就是爐膛內(nèi)除了冷卻區(qū)外均充氮氣保護,局部充氮是僅在焊錫熔化區(qū)充氮氣,其它區(qū)域仍使用空氣作為傳熱媒 介。前者保護效果更佳,后者節(jié)省氮氣。氮氣爐的耗氮量與幾個因素有關(guān):
1)全程充氮還是局部充氮
2)使用過程中氧含量,如控制爐膛內(nèi)氧含量2000ppm vs 500ppm,當(dāng)然后者耗氮量多一些
3)爐膛高度,爐膛高度越大,耗氮量越大
4)設(shè)備密封能力
5)設(shè)備長度,Reflow 越長(充氮區(qū)域),耗氮量越大
6)生產(chǎn)產(chǎn)品尺寸及生產(chǎn)效率,生產(chǎn)產(chǎn)品尺寸越大、生產(chǎn)效率越高,耗氮量越大
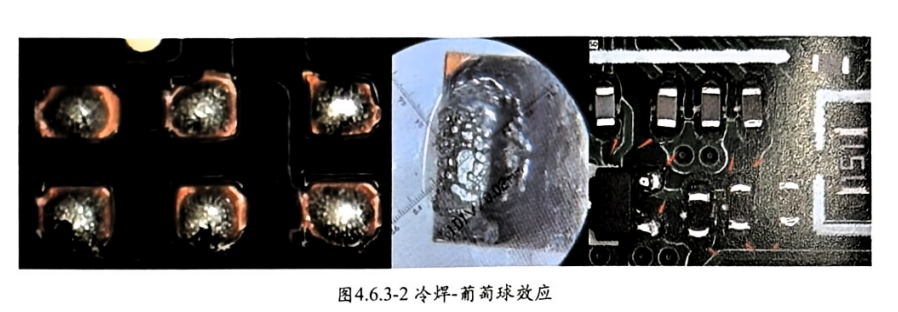
實際電子產(chǎn)品制造過程中,什么條件下需要使用氮氣爐,什么條件下只需要使用空氣爐呢?原則上產(chǎn)品上有 0201&更小尺寸的元件如01005,產(chǎn)品上有Pitch0.4mm 及更密間距IC 或連接器,如0.35mm pitch連接器、), 0.25mm pitch CSP、0.15mm pitch 裸芯片等,必須使用氮氣爐。原因是元件尺寸越小、印刷錫膏量越小,助焊劑含量越少,助焊劑越容易揮發(fā)失效,不使用氮氣防護則越容易出現(xiàn)冷焊(葡萄球效應(yīng),圖4.6.3-2冷焊-葡萄 球效應(yīng))現(xiàn)象。所以便攜式電子產(chǎn)品如手機、手表、手環(huán)、耳機、眼睛、平板電腦等小尺寸 PCBA 都必須配置氮 氣制程。另一個使用氮氣的要求源于焊點外觀的亮度。如果要求焊接后焊點呈現(xiàn)金屬色澤明亮,則需要使用氮氣 工藝焊接。如軍工、航天、艦船、軌道交通、醫(yī)療電子、服務(wù)器等高可靠性電子產(chǎn)品。
為節(jié)省成本,氮氣爐可以不使用氮氣生產(chǎn),但空氣爐卻不能使用氮氣生產(chǎn),也就是行業(yè)說的向下兼容但不能向上兼容。企業(yè)購置設(shè)備時需綜合考慮,避免購置一定時間后產(chǎn)品需要使用氮氣工藝而工廠設(shè)備不支持,出現(xiàn)尷尬局面。