





















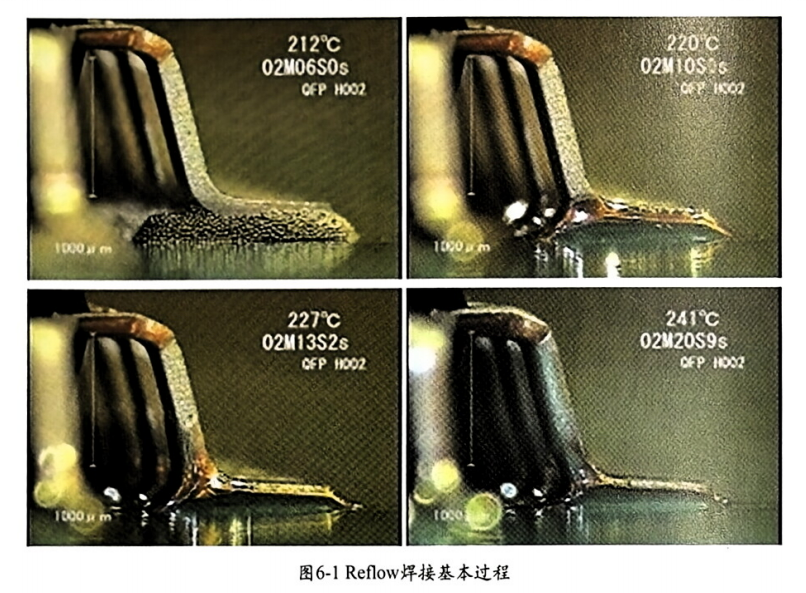
回流焊接(Reflow Process)作為 PCBA 制程的關(guān)鍵環(huán)節(jié),通過(guò)加熱 PCB 板上的焊錫膏至熔化狀態(tài),使焊錫潤(rùn)濕焊接界面,最終實(shí)現(xiàn)電子元件與 PCB 焊盤的可靠連接。在這一過(guò)程中,RTS(Ramp to Solder)和 RSS(Ramp Soak Solder)兩種溫度曲線是業(yè)界主流的加熱方案,二者原理相通但實(shí)現(xiàn)路徑不同,適配場(chǎng)景與應(yīng)用效果各有側(cè)重。
RTS &RSS 溫度曲線
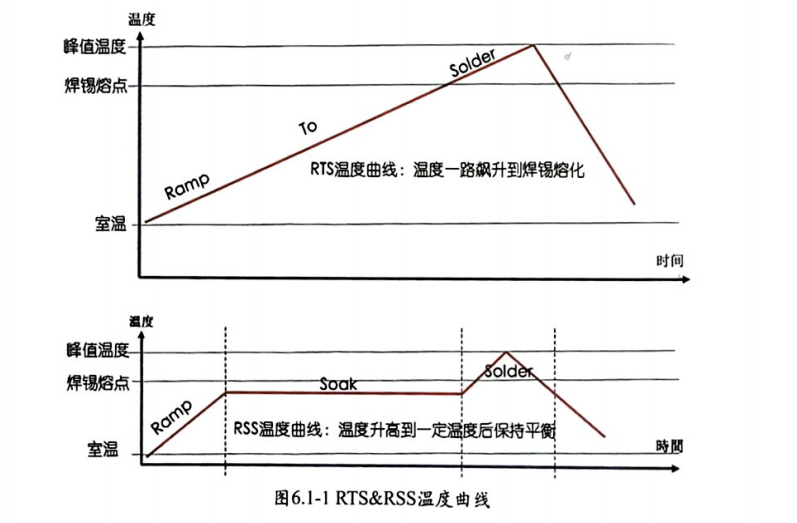
將焊錫從室溫條件逐漸加熱至熔化,有兩種常用的方案:第一種是對(duì)焊錫加熱升溫,直到焊錫熔化,過(guò)程中焊錫膏溫度一路飆升到熔化,稱之為RTS-Ramp to Solder 溫度曲線;另一種是錫膏加熱升溫過(guò)程中,溫度達(dá)到一定值時(shí)降低升溫斜率,讓溫度在某一范圍內(nèi)持續(xù)一段時(shí)間,以利于不同大小的元件及PCB溫度保持一致后,再拉升溫度到焊錫熔化,此種溫度曲線稱之為RSS-Ramp Soak Solder,圖6.1-1 RTS&RSS 溫度曲線。兩種溫度 曲線工程目的相同,實(shí)現(xiàn)過(guò)程稍有差異,其體現(xiàn)在焊接制程中結(jié)果也存在一定區(qū)別。
RTS溫度曲線的優(yōu)劣勢(shì)分析
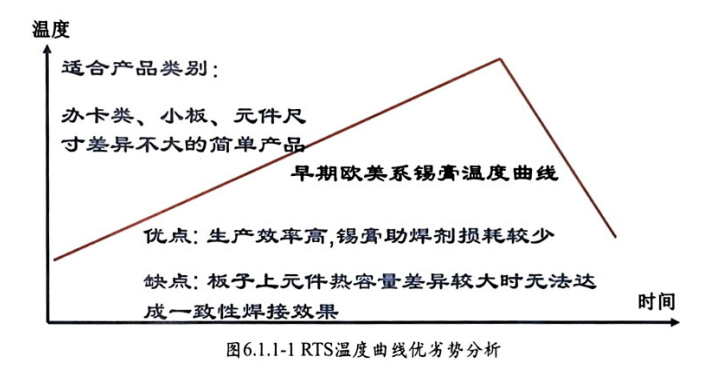
RTS 溫度曲線又稱斜拉式溫度曲線、山形溫度曲線。 RTS 溫度曲線升溫快、效率高,焊錫從室溫到熔化溫 度總體時(shí)間短,這樣焊錫膏內(nèi)的助焊劑有效成分在焊錫熔化時(shí)保留的比較多,有利于在高溫狀態(tài)下清除氧化層作業(yè)。圖6.1.1-1RTS溫度曲線優(yōu)劣勢(shì)分析。 RTS 溫度曲線適合單面板、 FPC 、板卡類、無(wú)大尺寸 BTC 器件、無(wú)大 熱容元件等產(chǎn)品。RTS 溫度曲線在遇到厚板、大尺寸BGALGA/QFN/ 功能模塊、金屬殼體連接器等產(chǎn)品時(shí),因其升溫過(guò)快,小元件焊錫已經(jīng)熔化,大元件焊錫還未到熔點(diǎn),導(dǎo)致焊接不同步。所以RTS 溫度曲線不適合大板、 厚板、大熱容產(chǎn)品等。
RTS溫度曲線適合Tg點(diǎn)低的錫膏,此種錫膏特征是一進(jìn)Reflow 受熱就塌陷,沒(méi)有明顯的Tg點(diǎn) 或Tg點(diǎn) 不明顯。此種焊錫膏在使用時(shí),第一溫區(qū)設(shè)置溫度不易過(guò)高,因錫膏塌陷時(shí)錫膏內(nèi)存在大量溶劑,避免焊錫膏溶劑 快速揮發(fā)隨著塌陷逃逸導(dǎo)致焊點(diǎn)周邊產(chǎn)生錫珠。
RSS溫度曲線的優(yōu)劣勢(shì)分析
RSS 溫度曲線又稱馬鞍形溫度曲線、均溫形溫度曲線,圖6.1.2-1 RSS 溫度曲線的優(yōu)劣勢(shì)分析。此溫度曲線 特征是存在一個(gè)明顯的緩慢升溫區(qū)域,業(yè)界稱作均溫區(qū)、恒溫去、浸泡區(qū)、浸溫區(qū)。從功能上講,此一升溫緩慢 的區(qū)域旨在讓板子上小元件、大元件、BTC 元件、熱容量差異很大的元件有充分的時(shí)間達(dá)到溫度一致,為焊錫同 步熔化做好準(zhǔn)備。所以此 Soak Zone稱作均溫區(qū)更準(zhǔn)確一些。所謂的浸泡區(qū),純屬英文直譯的結(jié)果,就像部分同 仁將業(yè)界常說(shuō)的散熱器(英文寫作Heat sink)直譯為熱沉一樣,不能說(shuō)錯(cuò),但的確不是行業(yè)內(nèi)用語(yǔ)。至于行業(yè) 內(nèi)用語(yǔ),沒(méi)有規(guī)定哪一種說(shuō)法才正確,重點(diǎn)是譯文是否能被業(yè)界通用、譯文是否能準(zhǔn)確表達(dá)含義并利于同仁理解。 所以曾經(jīng)有同仁咨詢,波峰焊制程,到底稱作DiP 好還是稱作PTH好,二者是同一回事兒, 一個(gè)從傳統(tǒng)焊接起源說(shuō),一個(gè)從焊接特征說(shuō)。非要論個(gè)準(zhǔn)確度, PTH 的含義是Plated Through Hole 電鍍通孔,部分白色家電使用 波峰焊工藝,單面板不是電鍍通孔結(jié)構(gòu),這樣說(shuō)起來(lái)DiP 使用范圍更廣泛一些,但業(yè)界認(rèn)知中DiP=PTH 。另 一個(gè)經(jīng)常爭(zhēng)論的是制程與工藝,PCBA制程、PCBA工藝,二者的英文都是PCBA Process,外資廠說(shuō)制程多一些。

RSS溫度曲線因?yàn)橛芯鶞貐^(qū)的存在,可以使用于各種復(fù)雜的產(chǎn)品, 如大板、厚板、雙面板、帶BGALGACCGA/Module/Connector等產(chǎn)品。但RSS 溫度曲線因均溫區(qū)的存在,拉長(zhǎng)了焊錫膏從室溫到熔化的整體時(shí)間,這樣會(huì)對(duì)焊錫膏中的助焊劑耗損多一些,偶爾會(huì)發(fā)生焊接溫度夠高,但助 焊劑失效導(dǎo)致的冷焊現(xiàn)象,業(yè)界常稱謂“葡萄球效應(yīng)”。
RSS溫度曲線適合有明顯Tg點(diǎn)的焊錫膏,如有鉛焊接工藝,錫鉛共晶焊錫膏6337的錫膏塌陷溫度(Tg)
通常在130℃;無(wú)鉛SAC305 錫膏的Tg點(diǎn)很多在150℃。隨著產(chǎn)品復(fù)雜化,產(chǎn)品功能愈加強(qiáng)大,產(chǎn)品上元件種 類及熱容量、封裝形態(tài)更加多樣化,不同元件間的熱容量不同,這導(dǎo)致了當(dāng)今業(yè)界使用RTS 溫度曲線的機(jī)率大 幅萎縮,而RSS 溫度曲線一支獨(dú)大,基本統(tǒng)領(lǐng)了各 PCBA 制程溫度曲線。